港澳宝典正版资料库挂牌
精密模具开发、制造、单双色注塑成型及产品表面处理喷涂、印刷一站式服务工厂

- 全国咨询热线
0769-81828357
精密模具开发、制造、单双色注塑成型及产品表面处理喷涂、印刷一站式服务工厂
0769-81828357
东莞双色注塑加工过程中型腔压力与注塑压力控制方法
2022/12/5 From:东莞UV喷油厂家-顺驰塑胶 点击次数:
在东莞双色注塑加工过程中,我们会遇到各种各样的问题,需要有理论与实践经验来解决。现在来看这张图表,黄线表示注射压力,这里的注射压力是指螺杆前端塑料容器的压力,绿色的曲线表示形腔压力的变化。用双色注模具安装了型腔压力传感器才能看到形腔压力的变化。曲线是没有安装模具形腔压力传感器,但型腔压力变化的曲线始终存在的。同一时间型腔的压力总是小于注射的压力,这是因为塑料溶体在流动过程中存在一定的粘度造成的。黄色的曲线注射压力从零到VBT时这段时间称为充电时间。充填时间以速度来控制,V表示速度,P表示压力,VPT转化点表示速度转压力。
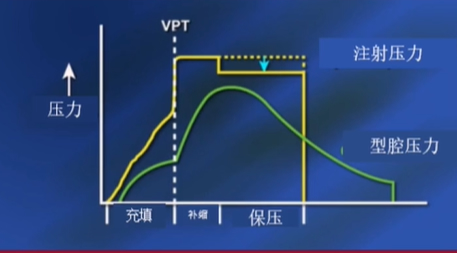
在东莞双色注塑生产的充填过程中,完成型腔95%的塑料充填不做过程,把剩余5%的塑料压缩到模具型腔串。压力设定的大小决定着型腔压力峰值的大小型。腔的峰值压力大小决定着压缩塑料量的多少,峰值压力越大,意味着压缩到模具型腔的塑料越多。模具型腔的峰值压力都有一个合适的范围,就像轮胎的冲击压力一样,都有一个合适的范围。

在注塑保压的阶段,合理的型腔峰值压力至关重要,过大或过小的型腔压力都不能适用于生产。找出合理的型腔压力后,如果产品的尺寸不在范围之内,正确的做法是修正模具型腔的尺寸,调差的尺寸不影响产品的功能,建议修改产品的检验规范,而不是用过大或过小的型腔压力峰值来弥补产品的尺寸缺陷。
其它新闻:

东莞港澳宝典正版资料库挂牌打造注塑,喷油,丝印刷一体化工厂的必要性!
东莞双色注塑厂家不断的创新技术与改进加工工艺,让产品制造能力更进步,是东莞注塑工厂必要的课题,也要付出实践中去。打造注塑/喷油/丝印刷一体化工厂的必要性显的非常重要,拥有这项加工服务的都需要有一定的设备与技术人员实力,从而避开单一服务项目同行的价格竟争... 【更多详情】 微信沟通更方便
微信沟通更方便